欢迎进入天津诺沃泰克自动化技术有限公司官方网站!

公司名称:天津诺沃泰克自动化技术有限公司
业务咨询:
郝小姐:15522573099(同微信)
张先生:18602212109(同微信)
王先生:13114891271(同微信)
技术咨询:
张工:18602212109(同微信)
李工:18502673880(同微信)
网 址:www.cnnovo.cn
地 址:天津市南开区华苑产业园华天道8号海泰信息广场H座404
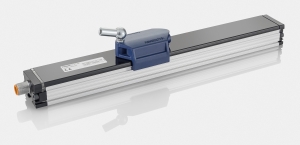
天津诺沃泰克自动化技术有限公司是机电一体化技术、电子信息技术的开发、咨询、服务型公司。目前本公司授权代理德国Novotechnik品牌的接触式及非接触式位移传感器、角度传感器等产品。并分销瑞士各类直线及角度光栅尺,以满足客户的不同需求。
1. 不锁模
处理方法:
检查安全门前行程开关,并修复。
检查电箱内24V5A电源,换保险及电源盒。
检查阀芯是否卡住,清洗阀芯。
检查I/O板是否有输出,电磁阀是否带电。
检查液压安全开关是否压合,机械锁杆挡板是否打开。
2. 开合模机绞响
处理方法:
检查润滑油管是否断开,若是的话,必须重新接好油管。
润滑油油量小,加大润滑油量,建议50模打油一次或用手动加足润滑油。
锁模力大,检查模具是否需大锁模力,调低锁模力。
放大板电流调乱,检查电流参数是否符合验收标准,重新调整电流值。
平行度超差,用百分表检查头二板平行度是否大于验收标准;调平行度。
3. 等几秒钟才开模
处理方法:
起动速度慢,检查螺丝阻尼是否过大,调小螺丝阻尼孔。
阻尼螺丝钉中间孔太大,检查Y孔螺丝阻尼是否过大,换中心孔细的阻尼钉。
4. 开锁模爬行
处理方法:
二板导轨及哥林柱磨损大,检查二板导轨及哥林柱,更换二板铜套,哥林柱,加注润滑油。
开锁模速度压力调整不当,设定流量20,压力99时锁模二板不应爬行,调节流量比例阀孔,或先导阀孔,调整比例阀线性电流值。
管道及油缸中有空气、排气。
5. 开模开不动
处理方法:
增加开锁模速度,压力流量过小未调好,检查开锁模速度,压力是否适当,加大开锁模压力,速度。
锁模电子尺零位变,检查锁模伸直机绞后是否终止在零位,重新调整电子尺零位。
检查是否反铰。
6. 自动生产中调模会越来越紧或越松
处理方法:
调模电磁阀内漏,检查电磁阀是否为“O”型;
手动打其它动作时是否有调模动作,并看阀是否卡死。
7. 锁模后其它动作工作时,全自动慢慢开模
处理方法:
油制板泄漏,检查或更换特快锁模阀,更换油制板。
开模阀泄漏,开动油泵并锁模终止,按射台或射胶动作,二板是否后移,更换开模油阀。正常为开锁模不动。
8. 锁模时只有开模动作
处理方法:
接错线,检查有否24VDC到阀,检查线路并接线。
卡阀或装错阀芯,检查阀芯是否装错,或堵塞,重新装阀芯或清洗。在正常情况下开锁模动作是不动的。
9. 锁模不畅
处理方法:
A,B孔调整不当,设定系统流量20,压力99时,观察锁模动作是否爬行,重新调整或换阀。
油路中有空气,听油路中有无空气声,检查油中有无气泡,需排气。
放大板斜升斜降调整不当,观察电流表电流值与升降变化或与转速是否成比例,调整放大板。
10. 锁模不起高压,超出行程
处理方法:
限位开关超出限位,检查调模是否合适,调整适当模厚;检查马达是否是正常状态。
液压限位超过行程,电子尺行程位置是否合适,检查调模是否合适,适当调模向前。
11. 手动有开模终止,半自动无开模终止
处理方法:
开模阀泄漏,手动打射台后动作,观察二板是否向后退,更换开模阀。
检查电子尺最大行程及压力流量。
12. 无顶针动作
处理方法:
顶针限位开关坏,用万用表检查24V近接开关是否亮灯。更换顶针限位开关。
卡阀,用六角匙压顶针阀芯是否可移动,清洗压力阀。
顶针限位杆断,停机后用手取出限位杆,更换限位杆。
顶针开关短路,用万用表检查顶针开关对地0电压,更换顶针开关。
电子尺位置设置不当。
13. 半自动时顶针失控
处理方法:
顶针板坏,检查线路是否正常,正常电压DV24V。维修顶针板。
线断,全面检查开关连接线,I/O板上连接线。检查线路,重新接线。
检查模具有无走位。
油缸活塞杆密封圈是否损坏。
14. 开模时声音大
处理方法:
比例线性差,开合模时间位置压力流量调节不良,检查参数中斜升斜降,调整参数中的斜升斜降。
锁模机铰润滑不良,检查哥林柱,二板滑脚,机铰润滑情况, 加大润滑,增加打油次数。
模具锁模力过大,检查模具受力时锁模力情况,视用户产品情况减少锁模力。检查时间位置是否合适。
头二板平行度偏差,检查头板二板平行度。调整二板,头板平行误差。
慢速转快速开模设定位置过小,速度过快。检查慢速开模转快速开模位置是否恰当,慢速开模速度是否过快。加长慢速开模位置,降低慢速开模的速度。

地址:天津市南开区华苑产业园华天道8号海泰信息广场H座404 邮编:300110 电话:022-8988 7198/2371 2219
2017 天津诺沃泰克自动化技术有限公司 | All Rights Reserved 备案号:津ICP备16001137号-4